
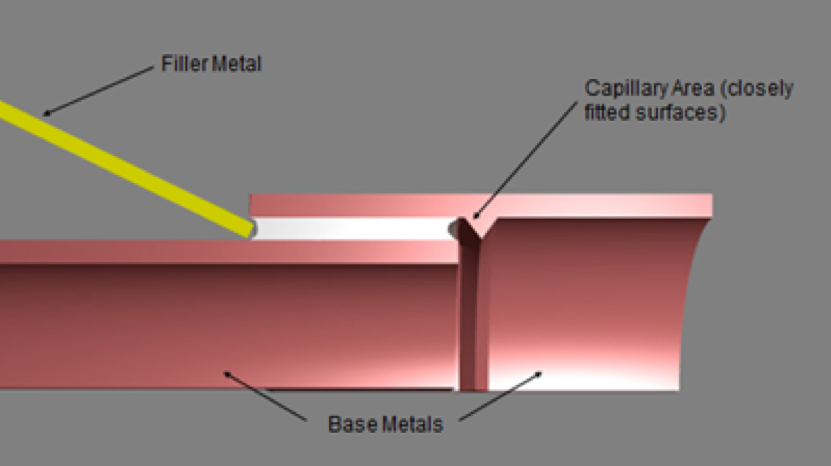
One of brazing’s attributes is the ability of melted filler metal to flow between parts to produce a strong, leak-proof connection. This effect, capillary action, enables braze penetration between two surfaces. It makes it possible to join pipe or tube in the horizontal position and, despite gravity, in the vertical “up” position.
The drawing shows the results in a brazed tube/fitting cut away.
Since this is an essential part of brazing’s definition, it’s helpful to understand the process and how it affects brazed joint quality.

Molecules of the same liquid exhibit internal cohesive forces which pull them together. This force is stronger on the liquid’s surface. This increased surface coherence is called surface tension and absent other forces promotes a spherical shape. You can visualize this interaction by thinking how rain beads up on the hood of a freshly waxed car.
If our brazing or soldering alloy stayed in this form there would be no capillary action. Fortunately there is another force, adhesion, which attracts molecules to dissimilar solid material. If we can generate adhesive force greater than the cohesive force the liquid will pull to the adjacent surface and “wet” the material. To get this to happen in brazing we need several events to take place:
- Sufficient heat
- Clean surface to remove contaminants
- Reduce surface oxide – typically by using flux
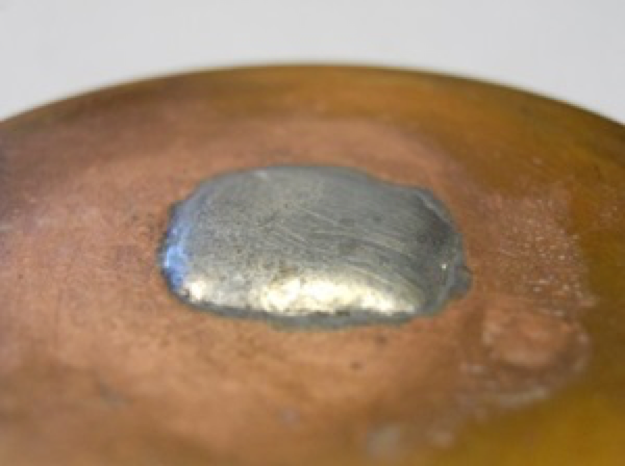
In this picture the molten solder forms a ball due to dominant cohesive force.

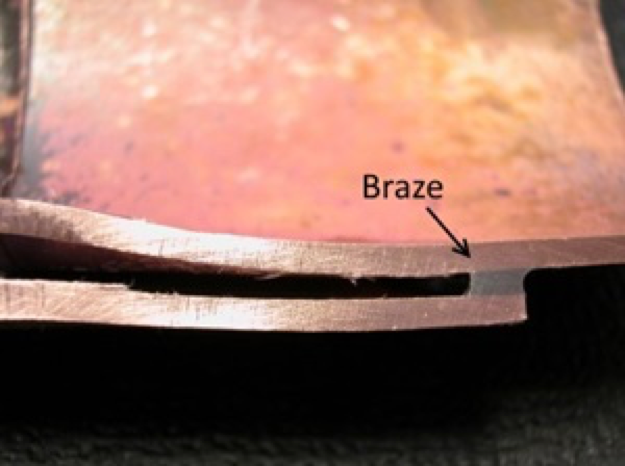
In the picture below the above conditions have been met so adhesive force is stronger and the alloy pulls to the surface.
Getting our molten braze alloy to exhibit sufficient capillarity requires one more condition. We need surfaces that are close together. The colored liquid between two glass plates illustrates the effect of clearance on capillary action.

As clearance increases capillary flow decreases.
The same effect occurs in brazed joints. This illustrates why it’s important to maintain suitable part clearance.

The combined forces of adhesion and surface tension produce capillary action. It is this phenomenon that makes brazing the metal joining process of choice for so many applications. Keep capillary action fundamentals in mind when you braze to markedly improve your success rate.

Bob Henson is the Technical Director for The Harris Products Group and has over 40 years of metal joining experience. He has authored or co-authored several patents and has had numerous published articles.
Bob is active in many industry organizations and committees. He is a Life Member of the American Welding Society, (AWS), and chairs the A5H committee that writes brazing filler metal and flux specifications. Bob is also a member of the AWS Brazing Manufacturers Committee, the US Technical Activities Group that reviews International ISO brazing documents, and the AWS A5 Committee on Filler Metals that reviews specifications for arc welding electrodes, gas welding rods and other filler metals, covering both ferrous and nonferrous materials. Bob serves on the National Skills USA HVACR Technical Committee and is the event chair for the Skills HVACR brazing competition. He is an RSES member and part of the RSES Manufacturer’s Service Advisory Council.